Как правильно паять (сваривать) полипрпиленовые трубы и фитинги.
Инструкция.

При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что при остывании обратного процесса не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб или трубы и фитинга.
Типы соединения полипропиленовых труб и фитингов.
Муфтоая сварка.
Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний диаметр свариваемых труб.
Сварка происходит за счет расплавления внешней поверхности труб и внутренней поверхностей муфты. Затем трубу вставляют в муфту, дают остыть и надежное монолитное соединение готово.
Это самый популярный способ соединеия полипропиленовых труб.
Существуют еще:
- Стыковая сварка
- Холодная (клеевая) сварка
Необходимые инструменты
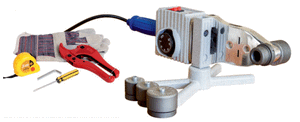
- Сварочный аппарат (паяльник) - представляет собой нагревательный прибор с насодками для соединения труб различного диаметра.
- Ножницы - предназначены для резки полипропиленовых труб
- Перчатки для защиты рук
- Шейвер - предназначен для снятия наружного алюминиевого слоя при работе с армированной трубой (может и не пригодится).
- Торцеватель - предназначен для удаления части внутреннего армирования. Позволяет избежать попадания воды между слоями труб.
- Средство для обезжиривания - необходимо для очистки труб от грязи и жира. Этиловый или изопропиловый спирт. Ацетон использовать нельзя!
Проведение работ.

Перед проведением работ необходимо подготовить рабочую поверхность – отмерьте и отрежте трубы, снимите фольгированное армирование (если необходимо), очистите трубы от грязи и обезжирьте.
- Соберите паяльник, нагрейте его до температуры 270 градусов.
- Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
- Снимите деталь и трубу с нагревателя
- Не теряя время, соедините элементы друз с другом, прилагая незначительное усилие.
- Следите, чтобы была соблюдена соосность и не допускайте искривлений.
При нагревании и соединении образуется валик из расплавленного полипропилена, который герметично закрывает швы. Старайтесь не передержать детали на нагревательных элементах паяльника.
Таблица временных промежутков процесса пайки ППР труб различного диаметра.

При работе учитывайте следующие моменты:
- Если не получается надеть деталь на насадку повысьте температуру паяльника на 5-15 градусов
- При работе на открытом воздухе в мороз увеличьте время нагрева
- Не допускайте проворачивания деталей относительно друг друга
Правильный и качественный шов не оплывает внутрь. Если у Вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга, значит вы недостаточно их нагрели. Необходимо увеличить время нагрева соединяемых деталей.
Заключительные советы:
- Проводите работы только в проветриваемых помещениях. От нагрева пластик выделяет вещества способные вызвать головную боль.
- Предварительно сделайте эскиз будущей системы, это облегчит дальнейшую работу.
- Не забывайте очищать свариваемые поверхности.
- Выполняйте всю работу спокойно, без спешки и у Вас все получится отлично.
Купить все необходимые материалы можно в Гомеле ул.Могилевская 5 8(023)231-59-50.

 Тепло без газа
Тепло без газа Тёплый дом без газа: электроотопление под ключ в Гомеле с льготным тарифом и гарантией
Тёплый дом без газа: электроотопление под ключ в Гомеле с льготным тарифом и гарантией Как заменить напольный котел на настенный.
Как заменить напольный котел на настенный.
